梅赛德斯-奔驰利用BeamWatch快速检测焊接激光光束品质
前言:
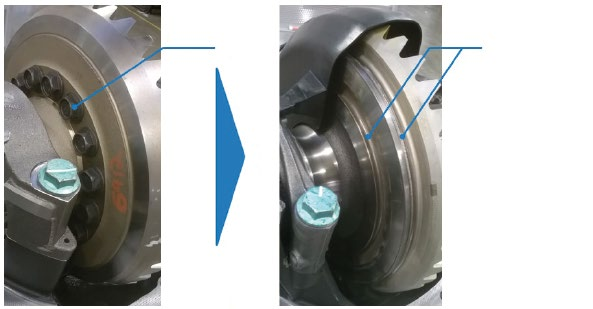
”The Best or Nothing” 是德国梅赛德斯奔驰汽车公司的座右铭;参照奔驰中国官网的中文译文是“唯有最好”。德国梅赛德斯奔驰公司成立迄今已逾百年,“唯有最好”四字被德国奔驰公司贯彻在方方面面。比如动力-自重比在汽车工业中是一个关键指标。汽车的动力总成部件越轻,车辆的动力效率就越高,同时也一并减少了排放和燃料消耗。以卡车变速箱为例,梅赛德斯奔驰公司的专家已经成功的优化了差速器齿轮的设计和总装,用激光焊接(右图)代替了螺栓接头(左图);采用激光焊接工艺,不仅将差速器总成的重量减少了15%,同时彻底消除了差速器工作时由于差速器油飞溅在螺栓螺母上产生的额外干涉阻力。
为了保证激光焊接的严格标准,戴姆勒奔驰公司实施了一个基于Ophir公司BeamWatch在线激光光束品质分析仪的数字过程监控链路,用于检测和记录保证激光焊接品质的激光光束相关参数。

正文:
为了保证差速器总成激光焊接工件的良品率,戴姆勒奔驰公司需要定期抽检,用物理拆解法,花费半小时以上的时间检查焊缝质量。毫无疑问,这种破坏性式的抽检法一方面耗时费力,另一方面不可避免的浪费了部分已加工完毕的合格差速器。
同时,差速器总成的生产是一个高度复杂的自动化过程,那么一旦发现了某工件焊缝有问题,需要在什么时候暂停哪一段的工艺流程,调整哪些工装或工艺参数呢?能不能大幅缩短甚至彻底避免由于激光焊接加工线的暂停而导致的干扰相关流水线后续流程呢?
所谓“上医治未病”,德国梅赛德斯奔驰公司在其激光焊接加工中心配备了实时监测焊接熔池和束线对准的光学检测装置,并联合MKS-Ophir德国分公司,基于Ophir公司的BeamWatch在线激光光束品质分析仪开发了一套可以预见激光焊池行将超差的过程监控链路。由于BeamWatch对于“激光焊池行将超差”的预见量可以做到足够提前,辅助分析判据可以做到足够直接有效,梅赛德斯奔驰的激光焊接产线甚至可以做到灵活利用工艺流程间隙快速调整或清洁链路,重新恢复到最佳焊接条件,在保证激光焊接良品率的前提下,做到不干扰相关自动化产线的运转。
BeamWatch的工作原理:
我们知道,空气并不是真的空,空气中存在着各种各样的气体分子,而光在空气中传输作用到这些气体分子上面时,会有极小比例的光子向四面八方散射。我们把这种散射叫做”瑞利散射“,有了瑞利散射,太阳光照射到地球大气层,我们的眼睛接收到这些瑞利散射,才能感受到明亮的天空;否则在没有大气的月球上,我们就只能看到一片漆黑背景下的星空。
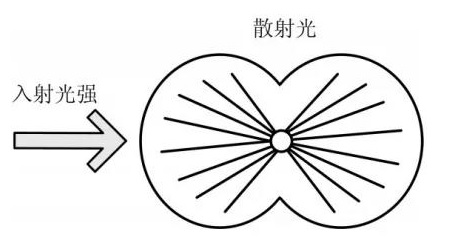
激光在空气中传输时,其实也在产生着瑞利散射,只不过尚未被我们利用而已。用于工业焊接的激光往往达到千瓦甚至万瓦,其焦斑又往往小于毫米乃至于微米。这样,在焊接激光的焦点位置产生相当亮度的瑞利散射,而逐渐远离激光焦斑位置,瑞利散射的亮度会等比例于激光在当前点的功率密度。这样,激光瑞利散射强度的空间分布就正好线性反应了激光在空气中传播的三维功率密度分布(如图)

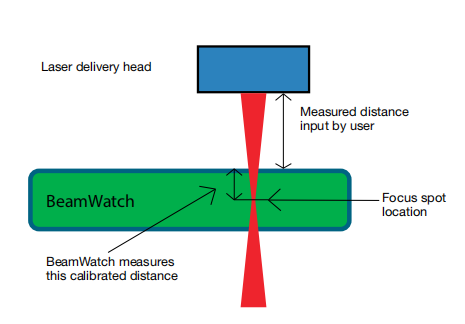
MKS-Ophir公司的BeamWatch在线激光光束品质分析仪就巧妙的利用了这一点,待测高功率激光焦点落在BeamWatch的中空部分,作用于空气(或保护气)产生瑞利散射,然后在侧面利用CCD或CMOS成像器采集瑞利散射的空间强度分布,收集数据后,利用自带的软件显示并分析诸多激光参数,包含且不限于:
• 激光焦斑大小
• 激光焦斑位置
• 焦斑位置稳定性
• 焦斑椭圆度
• 激光M2因子
• 激光发散角
• 通过联用激光功率计还可计算功率密度等等
BeamWatch利用激光的瑞利散射测试激光光束品质的天生优势在于:
• 采用面阵CCD成像,采样速度非常快,每秒可采像15次,
• 利用气体分子的瑞利散射作为介质,理论上没有功率的上限
• 完全是非接触测试,没有易损件,使用成本超低且免维护。
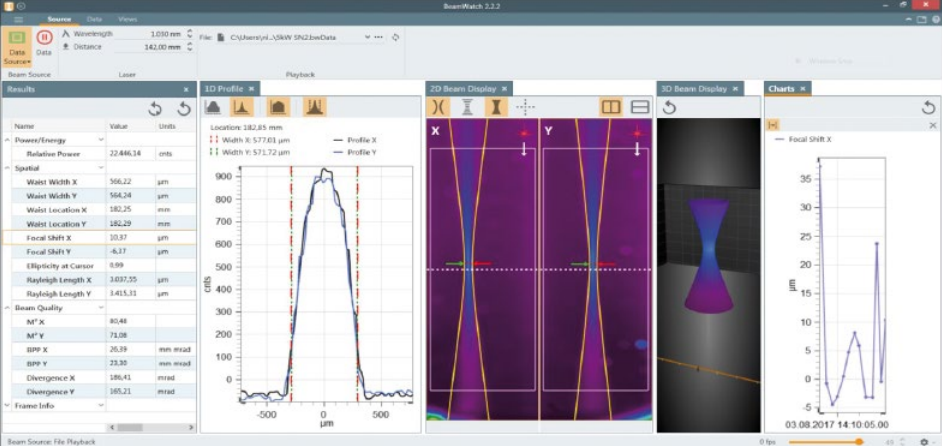
如图,BeamWatch在线激光光束品质分析仪可以在秒的量级内完成多次采样并完成激光当前光束品质分析以及过去一段时间内光束品质稳定性的分析。德国梅赛德斯奔驰公司已经可以做到在每次激光焊接上料下料的间隙,利用BeamWatch或BeamWatch Integrated做一次焊接激光光束品质综合分析并存储于数据库中作为工艺日志,并设置预警参数实时提示焊接光斑参数超差。
由于可以在每次上下料的间隙时间内实时的,持续的监测焊接激光品质,就可以做到诸如激光焦斑位置漂移或激光保护窗片污染远未达到导致激光焊接焊缝超差前,明确偏差原因,做到在不影像自动化产线运行的前提下快速解决问题。
 、
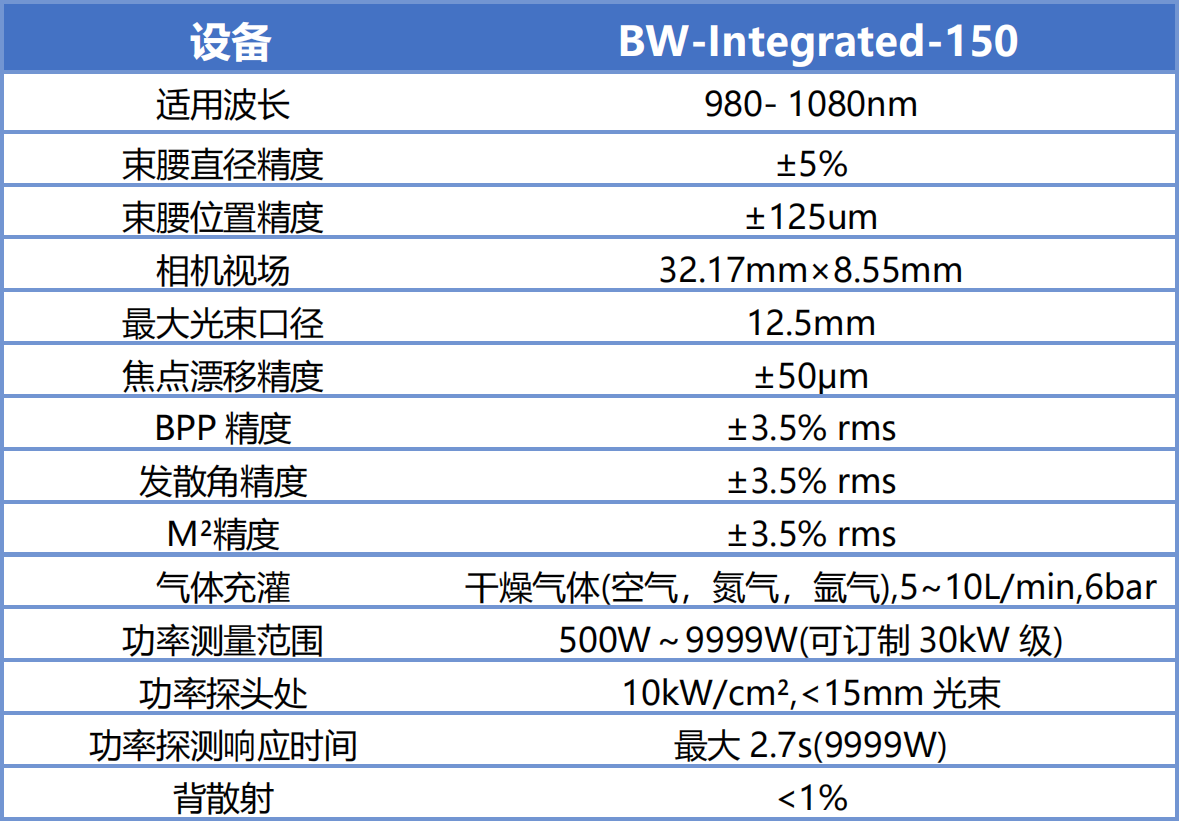
、点击图片查看产品详细
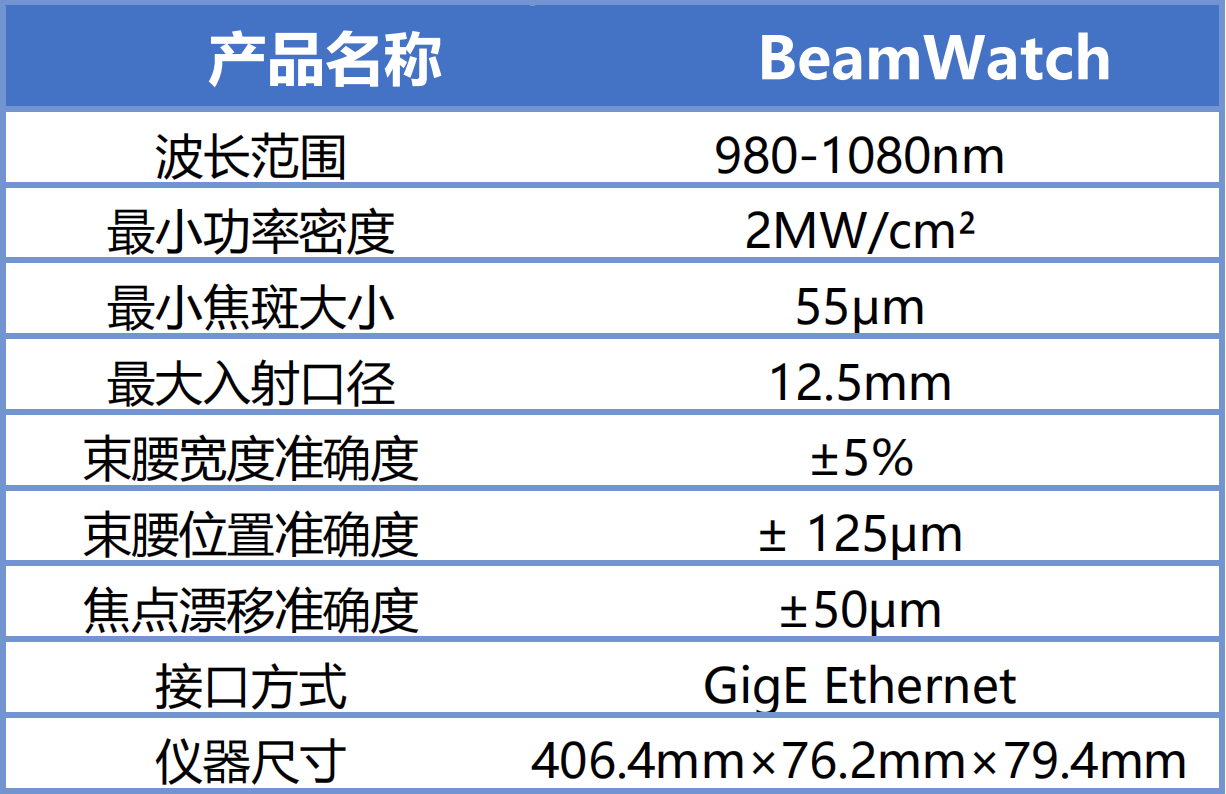

点击图片查看产品详细
参考文献来源:
Fast Laser Beam Characterization Integral part of the digital process chain automotive powertrain-- Ophir Spiricon Europe GmbH
C. Dini, A. Bünting: Non-contact measurement of focus spot and focus shift of highpower lasers in the manufacturing of differential gears, Int. Laser Symposium & Int.
Symposium “Tailored Joining”, Dresden (2018)
. A. Bünting et al.: Prozesskette Laserschweißen im Powertrain – Eine Serienumsetzung in der zweiten Phase der Digitalisierung, Forum Produktion NordWest, Spelle (2017)
J. L. Guttman: Noninterceptive Beam Profiling of High‐Power Industrial Lasers, Laser Tech. J. 12 (2015) 5, 20-23, https://doi.org/10.1002/latj.201500035
编译人: 北京卓立汉光仪器有限公司 业务发展部 吴京航
详细资讯请联系Ophir公司在华独家代理商先锋科技股份有限公司各地办事处:
北京办公室:
北京市海淀区上地七街一号汇众大厦2号楼6层
电话:010 62634840
上海办公室:
上海市普陀区武宁路501号鸿运大厦17楼1701-1710室
电话:021 62227575
深圳办公室:
深圳市龙华区民治梅龙路七星商业广场B1101-1103
电话:0755 83293053
成都办公室:
成都市顺城大街206号四川国际大厦七楼G座
电话:028 84895322
西安办公室:
西安市高新区科技一路40号盛方科技园B座三层东区
电话:029 89562755
郑州办公室:
郑州市中原区建设西路荣成大厦1215室
电话:13910017428
 13810233784
13810233784 在线咨询
在线咨询





